

产品展示
PRODUCT
热门资讯

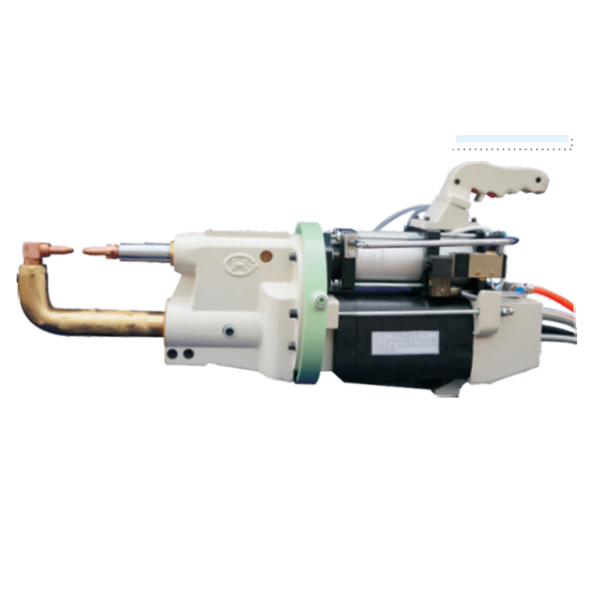
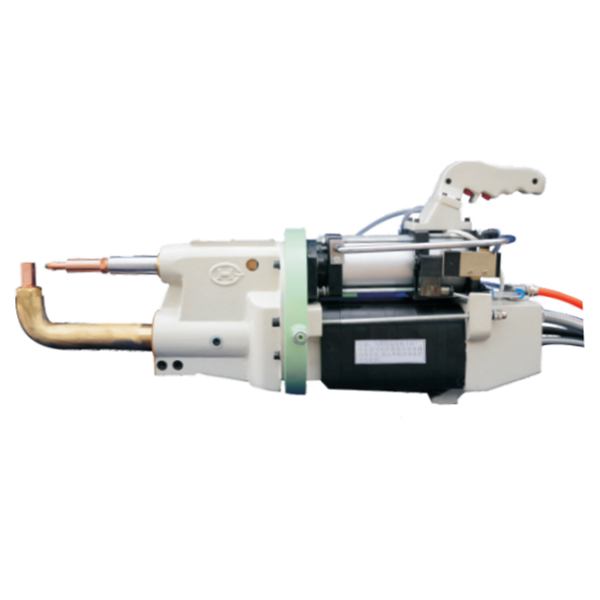
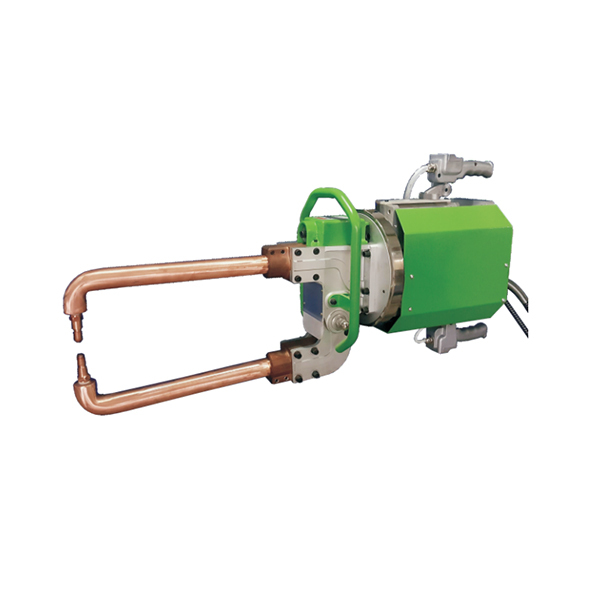
移动式专用钎焊机
移动式专用钎焊机
说
明
书
目 录
1 安全注意事项...........................................3
2 安装注意事项...........................................3
3 用途与特点.............................................5
4 主要技术参数...........................................6
5 操作说明...............................................6-7
6 外形结构图.............................................8-9
7 使用与维护.............................................10
8 控制原理图........................................ ....10-11
1.安全事项
说明书中所描述的产品根据以下标准进行设计、制造:
JB/T 9529-1999 《电阻焊机变压器 通用技术条件》
JB/T 10110-1999 《电阻焊机控制器 通用技术条件》
GB 15578-2008 《电阻焊机的安全要求》
在参照说明书进行正确操作的情况下,产品将不会对用户人身或财产造成伤害。 但是,风险仍然存在!
所以,为了安全使用,请在安装、使用该产品前仔细阅读这些与安全相关的注意事项,防止对使用者及其他人造成危害和损伤。
1.1本产品中使用的警告标志
 高压危险的警告!
高压危险的警告!
 用于保护性接地!
用于保护性接地!
2.安装注意事项
2.1安装前
◆焊机在安装前,应仔细检查设备所有紧固件,看有无松动和脱落的现象,以防砸伤人和设备。
◆焊机的吊挂高度:焊机的底部距地面应大于1.9米,吊具应能牢固承受1.5倍于焊机重量的悬挂。
◆焊机在吊挂和纵横向运行空间上,应留有足够的余地,以防碰撞伤及设备器件。
◆焊机接有三相AC380V电源,安装、操作和维修时必须严格遵守技术安全保护的基本条例。
2.2安装使用条件
◆冷却水压力应低于0.3MPa,冷却水箱应大于4个立方(自然冷却)。
◆焊机的主进出水、进气接头直径为32毫米。
◆焊机的电源输入线应用YC级别的橡胶多股软铜线,QH-160KVA应不得小于70mm2 ,QH-200KVA应不得小于90mm2。设备应通以规定的交流电压,超出指定电压范围将会损坏设备,并有可能引起火灾。
◆焊机必须可靠的接地,否则在意外电故障时,将会导致电击。
◆冷却水缺失或流量不足将可能导致设备损坏。
◆摘除设备上的温度开关也可能导致设备损坏。所以焊接过程中切记通冷却水。
2.3调试注意事项
◆在安装不彻底的情况下通电操作将可能导致人身伤害或财产损失。
◆ 操作前应保证安装彻底、完备,控制器门保持关闭。
◆在确认水电气安装无误后方可送电调试。
◆忽视或对故障信息的错误理解将可能导致人身伤害或财产损失
2.4使用过程中
◆焊机配套控制器上的紧急停止开关,系用于设备遇特殊情况时的停机,不得关机使用。
◆焊接时请不要将手、手指放入电极之间。
◆冷却水缺失或流量不足将可能导致设备损坏。
◆摘除设备上的温度开关也可能导致设备损坏。
所以,焊接过程中切记通冷却水,本焊机较长时间停止工作时,必须切断电源、水源和气源,并将冷却水排放干净,以防低温时冻坏焊机
2.5使用过程中安全注意事项
◆请不要在焊接中或焊接终了以后马上触摸焊接部位或电极。
◆工件焊接部位及电极、支架等部位会产生高温。
◆可能会引起烫伤,请不要触摸。
◆焊接过程中可能有飞溅,飞溅如果直接接触皮肤,会造成烧伤。如果飞溅进入眼睛可能会造成失明。
◆请使用保护手套、长袖服装、革制的围兜等防护服,请使用保护眼镜。
2.6日常保养注意事项
◆本焊机配有液压泵站使用前加装或检查是否有足够的液压油。
◆选配焊钳时,请注意焊钳与焊接电缆连接的紧固件牙距是否配套吻合。在不配套时,严禁使用麻丝、生料带等绝缘物进行紧固和堵漏。
◆本焊机严禁在不通水、堵塞等情况下焊接。
3 用途与特点
⑴、用途:配用技术要求规定的微机焊接控制器和焊钳后,焊钳电极压紧两零件的钎焊处,电流通过钎焊面形成回路,靠通电中钎焊面石墨块产生的电阻热加热到钎焊温度实现焊接。可用于各种大型电机,变压器线圈接头钎焊。
⑵、结构形式:模块化设计,由焊接变压器,控制器,油泵站,水路水泵增压器,专用油压焊钳,吊具组成,具有性能稳定可靠,维护简单,分解运输方便的特点,焊接变压器矽钢片为进口新型结构,采用整体真空环氧浇注模式,焊钳由油缸驱动电极压力达到950KG。
⑶、额定电源:AC 380V 50HZ 单相;
⑷、额定容量:160-200KVA;
⑸、负载持续率:50%;
⑹、空载电流:额定电压下均低于国家标准10%以上;
⑺、额定次级空载电压:23-26V;
⑻、次级短路电流:18-20KA(标准短路电缆)
⑼、绝缘等级:F级;
⑽、内部阻抗≤250uΩ
⑾、温度保护:具有专用温度保护元件;
⑿、配有焊钳摇臂式滑轨;
⒀、电源输入方式:由专用绝缘防水的电缆定位装置;
⒁、具有焊钳更换功能 ;
15. 通水电缆采用250平方,单根长度3-4米。
16. 液压系统
①.耐压力:10MPa无泄漏;
②.油缸直径63,采用进口密封件,
③.泵站采用1.5瓦铜芯电机。
⒃、水路系统
①.耐压力:0.6MPa无渗漏,装有铜质或不锈钢水过滤器;
②.水路元件:全部采用铜件和不锈钢件;
③.冷却水流量:≥12L/min;
④.焊机自带增压水泵,需另外配水箱。
5.焊机具有进水过滤,水流量不足报警功能。
4.主要技术数据
型 号 参 数 | QH-160 | QH-200 |
额定容量 | 160KVA | 200KVA |
额定电压 | AC380V | AC380V |
初级电流 | 421A | 526A |
负载持续率 | 50% | 50% |
次级电压 | 23.75V | 26.2V |
大短路电流 | ≥18KA | ≥20KA |
绝缘等级 | F | F |
匝数比 | 16:1 | 14.5:1 |
冷却水消耗量 | 45L/min | 45L/min |
冷却水压力 | 0.3MPa | 0.3MPa |
冷却水温度 | 0-300C | 0-300C |
液压系统压力 | 0.5—1.5MPa | 0.5—1.5MPa |
空气相对湿度 | ≤90% | ≤90% |
外形尺寸(不含吊杆) | 1200×850×1000 | 1200×850×1000 |
重量 | 480Kg | 520Kg |
5.操作说明
5.1手柄按钮使用
【夹紧按钮】位于手柄上方,按下焊钳开始加压松开即停止,当夹紧工件并且油压上升油压开关闭合时进入夹紧锁定状态,此时松开按钮也仍然保持夹紧。
【开始/暂停】位于手柄下方只有在夹紧状态时有效,短按一下开始脉冲加热模式,长按3秒进入持续加热模式。再一次按下即暂停加热,再按又开始加热。直至设定的加热总时长结束。如还需加热可进行手动模式,按住通电加热松开停止。
*焊钳张开状态下按住此按钮可显示当前系统温度和设定的上限温度。
【张开按钮】加压过程中按下即张开焊钳,加热状态下可立即停止加热,再次按下可张开焊钳。报警状态时可用于复位。
参数恢复出厂设置:当参数设置不正确焊机无法正常使用时可进行此操作,按住[开始/暂停]按钮不放并快速连续按压[张开按钮]超过5次。
5.2操作面板PLC参数调整说明
按压【SET】键保持2秒进入参数设置状态,显示【E_XX】按【ENT】键→【UP】+或【DOWN】-进行调整,以下类同。再次按压【SET】2秒退出。
【E 00】焊接热量:范围40~380V调整变压器初级电压从而控制焊接时的电流大小。
【E 01】焊接通电总时长:范围1~300秒根据实际需要设定。总时长结束后再次按开
始按钮则执行手动加热模式,即按住加热松开停止。
【E 02】脉冲时间:脉冲加热模式状态每次通电的时长,范围1~60秒。
【E 03】暂停时间:脉冲加热模式状态暂停加热时间,范围0.5~30秒。
【E 04】电流缓升速率:范围1~100值越大电流爬升越慢。
【E 05】温度上限:范围50~120摄氏度,当焊机系统温度达到设定值时进入保护状态。
6. 外形图



7. 焊机的维护
焊机在工作过程中,应保证有足够的冷却水温度在5-30C°,海拔高度不超过3000米。严禁不通水或低流量进行焊接运行。
焊机必须定期清除灰尘和异物,以避免水、气、油污和灰尘的长期污染。
焊机必须定期检查水路、油路系统,尤其要严防水路的堵塞,水路过滤器滤网每月清理一次,油压表要定期检查校验。
焊机必须定期检查接地是否良好。
焊机较长时间停止工作时,必须切断电源、水源和气源,并将冷却水排放干净,以防低温时冻坏焊机。
8. 控制原理图
![]()





四川彭山宏源机电科技开发有限公司
四川省彭山宏源机电科技开发有限公司是以研究、开发、生产各类高科技含量的 节能电阻焊机为主,集科研、制造、销售、为一体的高新科技企业。公司现有生产场地6000m,年生产能力2000台以上,生产设备与检测设施 、齐全。
CopyRight © 2020 四川彭山宏源机电科技开发有限公司 All Rights Reserved.